در هر صنعتی از مدرن عصر فولاد ، وجود تکنولوژی جوشکاری ضروری است. جوش قوس آرگون موضوعیست که خواهیم پرداخت . MMAW (دستی جوشکاری قوس فلزی) ، SMAW (جوشکاری قوس قوس فلزی) و GTAW (جوشکاری قوس الکتریکی تنگستن) به طور محکم برقرار شده اند. این به دلیل انعطاف پذیری ، کارایی آنها در کلیه موقعیت ها و مکان ها و در دسترس بودن آسان مواد مصرفی مورد نیاز برای انواع جوشکاری است.
در بیشتر صنایع ما مشاغل جوشکاری با استفاده از انواع الکترود چوب یا روکش انجام می شود.
شما در این مطلب میخوانید.
اما صنعتگران امروزی با هدف مبارزه با رقابت – چه از بازارهای داخلی و چه بین المللی – در حال افزایش بهره وری خود هستند ، به ویژه هنگامی که صنعت در سراسر جهان روز به روز رقابتی تر می شود و مدیریت صنعتی به طور مداوم به دنبال راه ها و ابزاری جدید برای کاهش هزینه و کنترل کیفیت را بهبود بخشید.
بیشتر بخوانید : آرگون
در چنین شرایطی ، کاربران می خواهند دستگاه های خود را مدرن کنند تا سریع تر ، طولانی تر و کارآمدتر عمل کنند. آنها به دنبال مزایای مختلف فرآیند جوشکاری خودکار و نیمه اتوماتیک هستند – MIG / MAG ، TIG ، GTAW یا جوشکاری قوس دار با محافظ گاز — که مدرن ترین ابزارهای جوشکاری فن آوری هستند. جوش قوس آرگون قوس یا محافظ با گاز محافظ محبوب ترین در میان آنها است.
حال ، بگذارید گازهای بی اثر و کاربرد آنها در علم جوش را در نظر بگیریم. گاز بی اثر ، همانطور که از نام آن پیداست ، گاز غیرفعال است. از آن برای محافظت از استخر مذاب در مقابل جوی در زمان جوش استفاده می شود.
گازهای بی اثر مهم هلیوم و آرگون هستند.
آرگون و دی اکسید کربن بیشترین کاربرد را دارند. آرگون به عنوان یک محصول جانبی در جداسازی هوا برای تولید اکسیژن به دست می آید. AR در استوانه های کشیده شده از فولاد تحت فشار 150 اتمسفر تأمین می شود. آرگون خالص حاوی آرگون 97-98 درصد است ، در حالی که آرگون تجاری حاوی 13-14 درصد نیتروژن است.
راحت است در نظر بگیریم که استفاده از گازهایی که شامل محافظت از قوس با آرگون ، هلیوم و دی اکسید کربن (CO2) و مخلوط آرگون با اکسیژن و CO2 ، هلیوم هستند ، ضروری است.
از آرگون به عنوان گاز محافظ استفاده می شود زیرا از نظر شیمیایی بی اثر است و هیچ ترکیبی را تشکیل نمی دهد. درجه خلوص تجاری آرگون در حدود 99.996٪ است و با تقطیر کسری هوا مایع از جو به دست می آید. ارزان تر است و به همین دلیل برای اهداف تجاری استفاده می شود.
آرگون در حالت خلوص تجاری برای جوشکاری فلزات استفاده می شود. آرگون با 5٪ هیدروژن باعث افزایش سرعت جوش و نفوذ در جوشکاری فولاد ضد زنگ و آلیاژهای نیکل می شود.
هلیوم ممکن است برای آلومینیوم و آلیاژهای آن و مس مورد استفاده قرار گیرد. اما هلیوم از آرگون گرانتر است و به دلیل تراکم پایین تر ، برای اطمینان از محافظت ، به حجم بیشتری نسبت به آرگون نیاز است. تغییر کوچکی در طول قوس باعث ایجاد تغییرات بیشتر در شرایط جوش می شود.
مخلوط 30٪ هلیوم و 70٪ آرگون سرعت جوش سریع را می دهد. جوشکاری مکانیکی D.C از آلومینیوم با هلیوم باعث نفوذ عمیق و سرعت بالا می شود.
جوش خودکار آرگون قوس با موفقیت برای جوشکاری فولاد ضد زنگ نازک ، آلومینیوم و آلیاژهای آن استفاده شده است. فرآیند آرگون قوس ممکن است از الکترودهای غیر مصرفی یا مصرفی استفاده کند. با داشتن یک الکترود غیر مصرفی ، قوس بین الکترود تنگستن و “کار” حفظ می شود. سپر آرگون در اطراف الکترود پیش بینی شده است.
قوس بین یک الکترود تنگستن و قطعه کار در یک سپر آرگون بنز بی اثر می سوزد ، که جو را از بین نمی برد و از آلودگی الکترود و فلز مذاب جلوگیری می کند. قوس گرم تنگستن اتمهای آرگون را در سپر یونیزه می کند تا یک پلاسما گازی متشکل از تقریباً مساوی از الکترون های آزاد تشکیل دهد.
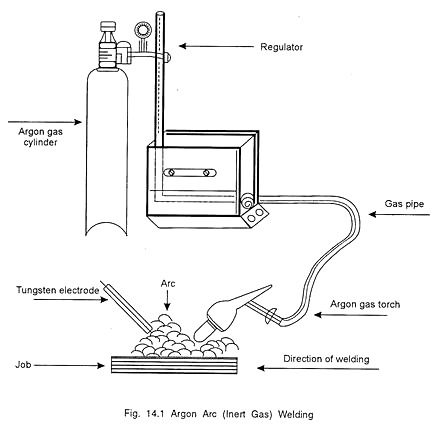
برخلاف الکترود در فرآیند قوس فلزی دستی ، تنگستن به “کار” منتقل نمی شود.
منبع گرما در فرآیند جوش قوس الکتریکی قوس الکتریکی یک قوس الکتریکی بین الکترود تنگستن و فلز مادر است. الکترود توسط یک جریان از گاز بی اثر آرگون یا هلیوم – محافظت می شود که ضرورت افزودن شار را از بین می برد.
A.C به طور کلی با الکترودهای تنگستن و D.C با الکترود قوس فلزی مصرفی استفاده می شود. این فرآیند برای جوشکاری آلیاژهای سبک ، برخی فلزات غیر آهنی – به ویژه آلومینیوم ، مس و آلیاژهای آنها و همچنین فولاد ضد زنگ استفاده می شود.
با وجود یک الکترود مصرفی ، قوس بین الکترود فلزی و “کار” حفظ می شود. فولاد بطور گسترده ای توسط فرآیند قوس محافظ نیمه اتوماتیک C02 جوش داده می شود. در صنعت هواپیما از جوش قوس آرگون در مقیاس بزرگ استفاده می شود حتی اگر جوشکاری پر هزینه باشد. قبل از استفاده آرگون باید با عبور از ژل سوز آور یا سیلیکا خشک شود.
این کار برای جوشکاری فولاد ضد زنگ نازک ، آلومینیوم و آلیاژهای آن ، مس و آلیاژهای آن ، نیکل و آلیاژهای آن ، تیتانیوم ، زیرکونیوم ، نقره و غیره با موفقیت به کار گرفته شده است. آلیاژهایی که بدون استفاده از شار جوش داده می شوند. این یک مزیت بزرگ برای همه چنین جوشکاری ها است.
